

Dr. Genichi Taguchi tarafından geliştirilen Taguchi tasarımı, tasarım aşamasında malzeme ve üretim süreçlerinin doğasında var olan değişkenliğin dikkate alındığı bir dizi metodolojidir. Taguchi, deney tasarımına kuramsal yenilikler getirmemiştir. Ancak, üretimdeki uygulamalarda yenilikler yapmış ve başarılı uygulamalarla yöntemin imalat sektöründe kabul görmesini sağlamıştır.
Geleneksel deneysel tasarımların özellikle çok sayıda deneyle uğraşırken ve işleme parametresi sayısı arttırıldığında kullanılması zordur. Bundan dolayı Taguchi deneysel tasarım yöntemi aynı anda birden fazla faktörün göz önünde bulundurulmasını sağlamakla birlikte daha az deney yapılarak en optimum sonucun elde edilmesini de sağlamaktadır. Dr. Taguchi ürün ve proses tasarımı için üç kalite aşaması tanımlamaktadır. Bunlar sistem tasarımı, parametre tasarımı ve tolerans tasarımıdır.
- Sistem Tasarımı
Sistem tasarımı, nominal koşullar altında çalışacak bir sistemin geliştirilmesini içerir. Sistem için geliştirilen teknik özellikler, tasarım özelliklerini geliştirmek için başlangıç noktasını tanımlar. Bu durum bilim ve mühendislikten teknik bilgi gerektirir.
- Parametre Tasarımı
Sistem tasarımından sonraki adım parametre tasarımıdır. Buradaki amaç kontrol edilebilir sistem parametreleri için ürünün fonksiyonel olacağı, çok çeşitli koşullar altında yüksek düzeyde bir performans sergileyeceği ve değişkenliğe neden olan gürültü faktörlerine karşı dayanıklı olması için optimum seviyeleri seçmektir.
Taguchi’nin parametre tasarımına yaklaşımı, performans ve maliyet açısından en uygun tasarım parametrelerini belirlemek için kontrol parametrelerinin en iyi kombinasyonunu seçmektir. Böylece ürün veya işlem gürültü faktörleri bakımından en sağlam hale gelir. Bir deneyin tasarımında en önemli aşama, kontrol faktörlerinin seçiminde yatmaktadır. Mümkün olduğunca çok faktör dâhil edilmeli, böylece önemli olmayan değişkenleri en erken fırsatta tanımlamak mümkün olacaktır.
- Tolerans Tasarımı
Parametre tasarımı aşaması yeterli olmadığında tolerans tasarım aşaması uygulanır. Değişkenliği çıktı değişkenliği üzerinde büyük bir olumsuzluk yaratan tasarım faktörleri için daha dar tolerans aralıkları belirtilmelidir. Genellikle daha iyi ve daha pahalı bileşenlere ihtiyaç duyulur. Bu nedenle, tolerans tasarımı üretim ve işlem maliyetlerini arttırır.
S/N (Sinyal/Gürültü) Oranı
Taguchi, tercih edilen kalite karakteristiği olarak sinyal-gürültü (S/N) oranını kullanmıştır. S/N oranı, standart sapma yerine ölçülebilir bir değer olarak kullanılır.
En basit hali ile S/N oranı, ortalamanın (sinyal) standart sapmaya (gürültü) oranıdır. S/N oranı özelikleri üç kategoriye ayrılabilir:
- En düşük en iyi olduğu durumda:
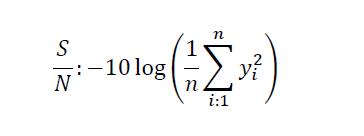
Bu tür problemlerde, Y’nin hedef değeri sıfırdır. En küçük değer en iyi durumu için sinyal/gürültü oranını ifade eder. Örneğin yüzey pürüzlülüğü, lastik aşınması ve proses arızası vb.
- En yüksek (büyük) en iyi olduğu durumda:
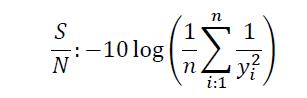
Bu durumda ise, Y’nin değeri sonsuzluk olarak ideal bir hedefi olan negatif olmayan ölçülebilir bir özelliktir. En büyük değer en iyi durumu için sinyal/gürültü oranını ifade eder. Örneğin güç ve verim vb.
- Nominal en iyi olduğu durumda:
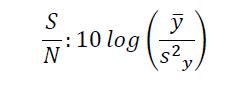
Bu durumda ise, ikili toleransı olan bir karakteristiğimiz olduğunda nominal değer hedeftir. Yani bütün parçalar bu değere getirilirse, varyasyon sıfır olur ve en iyisidir. Hedef değer en iyi durumu için sinyal/gürültü oranını ifade eder. Örneğin ürün boyutları gibi
Kalite karakteristiği kategorisine bakılmaksızın, daha yüksek bir S/N oranı daha iyi kalite özelliklerine karşılık gelir. Bu nedenle, proses parametrelerinin optimal seviyesi en yüksek S/N oranına sahip seviyedir.
Taguchı Metodu Akış Şeması
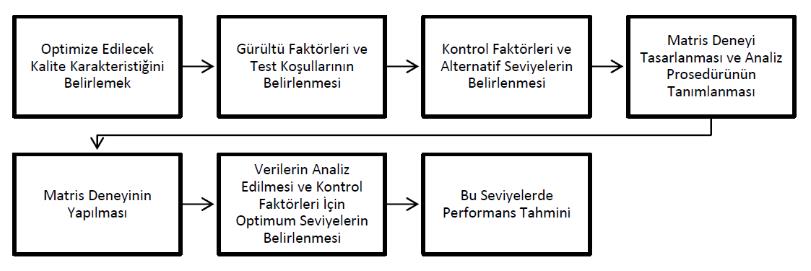
- Optimize Edilecek Kalite Karakteristiğini Belirlemek
Taguchi yönteminde ilk adım optimize edilecek kalite karakteristiğini belirlemektir. Kalite karakteristiği varyasyonun ürün kalitesi üzerinde kritik bir etkisi olan bir parametredir. Gözlenecek çıktı veya cevap değişkenidir.
- Gürültü Faktörleri ve Test Koşullarının Belirlenmesi
Bir sonraki adım sistem performansı ve kalitesi üzerinde olumsuz etki yaratabilecek gürültü faktörlerini tespit etmektir. Gürültü faktörleri kontrol edilemeyen veya kontrol edilmesi çok pahalı olan parametrelerdir.
- Kontrol Faktörleri ve Alternatif Seviyelerin Belirlenmesi
Üçüncü özelik kalite özelikleri üzerinde önemli etkileri olduğu düşünülen kontrol parametrelerinin tanımlanmasıdır. Kontrol parametreleri ayarlanabilen ve korunabilen tasarım faktörleridir. Her test parametresi için seviyeler (test değerleri) bu noktada belirlenir. Her test parametresi için ilgili test değerlerine sahip seviye sayısı, deney bölgesini tanımlar.
- Matris Deneyi Tasarlanması ve Analiz Prosedürünün Tanımlanması
Bir sonraki adım matris deneyini tasarlamak ve analiz prosedürünü tanımlamaktır. İlk olarak gürültü ve kontrol parametrelerine uygun ortogonal dizi seçilir. Taguchi bu amaç için birçok standart ortogonal dizi sunmuştur.
Uygun ortogonal dizileri seçtikten sonra, gürültü faktörlerinden dolayı kalite karakteristiğindeki değişimi simüle etmek için bir prosedür tanımlanmalıdır. Taguchi, gürültü faktörlerindeki değişikliklerden kaynaklanan bir ürünün tepkisinin ortalamasını ve varyansını değerlendirmek için ortogonal dizi tabanlı bir simülasyon önerir.
- Matris Deneyinin Yapılması
Bir sonraki adım, matris deneyi yapmak ve sonuçları kaydetmek. Taguchi yöntemi, kontrol edilebilir bir işlem bulunan her durumda kullanılabilir. Kontrol edilebilir süreç, gerçek bir donanım deneyi, matematiksel denklem sistemleri veya birçok ürünün ve sürecin yanıtını yeterince modelleyebilecek bilgisayar modelleri olabilir.
- Verilerin Analiz Edilmesi ve Kontrol Faktörleri İçin Optimum Seviyelerin Belirlenmesi
Deneyler yapıldıktan sonra, deney tasarımındaki en uygun test parametresi yapılandırması belirlenmelidir. Sonuçları analiz etmek için, Taguchi metodu sinyal-gürültü (S/N) oranı olarak adlandırılan bir performans ölçütü kullanır. Taguchi tarafından geliştirilen S/N oranı, gürültü ile en iyi şekilde başa çıkabilecek kontrol seviyelerini seçmek için bir performans ölçüsüdür. S/N oranı hem ortalamayı hem de değişkenliği hesaba katar.
- Bu Seviyelerde Performans Tahmini
Son adım olarak, çalışılan kontrol parametreleri için öngörülen optimum seviyeler kullanılarak deneysel bir onaylama yapılır.
Genel olarak Taguchi yöntemi kalite ve maliyetle eş zamanlı iyileştirmeler sunabilen güçlü bir araçtır.